



免费技术咨询
全国统一销售热线
138-5323-4095
138-5323-4095

全国销售热线:138-5323-4095

技术工程师
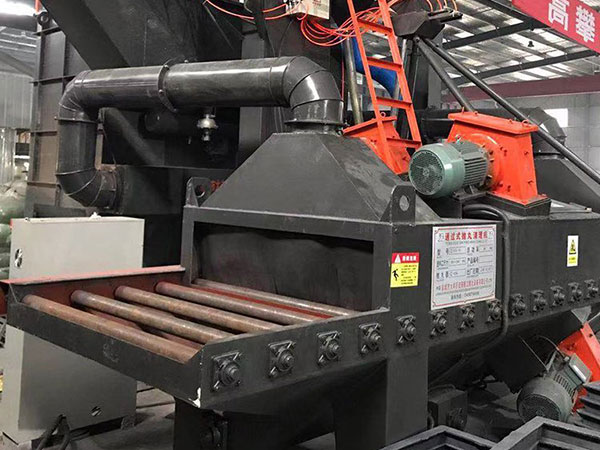
各种金属铸件表面粘砂清理,黑色金属零件的表面除锈,冲压件表面毛刺和毛边的倒钝,锻件和热处理工件的表面处理以及弹簧表面氧化皮清除和表面的粒细化等均可通过该系列设备的抛丸强化工艺来实现。

经抛丸处理后的工件可获得很好的材料本色,也可成为金属零件表面发黑、发蓝、钝化等工艺的前道工序,同时又可为电镀、油漆等涂饰提供良好的基面。通过抛丸机抛丸处理后工件可减少拉应力,同时使表面晶粒细化,从而使工件表面强化,增加其使用寿命。
(1)抛丸器电流(丸粒流量)的控制。丸粒的流量越大,清理速度越快。由于丸粒流量无法显示,因此通过抛丸器电机的电流来显示,丸粒的流量越大则电流越大,工艺管理控制的是电流。电流是抛丸的重要参数之一,它是靠丸粒的多少和输丸管路控制阀调节。
随着生产的进行,丸粒被磨损破碎变为粉尘排除,丸粒总量在减少,电流下降,需及时补加丸粒,以保证电流控制在工艺范围内。每班的补加量,按定额与产量的乘积补加,特殊情况按工艺员指令补加。
(2)抛丸时间的控制。抛丸处理时间越长,工件表面的粗糙度越大。处理时间过短,造成处理不净,影响涂层质量。处理时间过长,一是造成能源浪费和丸粒消耗增加,增加成本;二是造成工件表面的粗糙度变大,导致涂装消耗增加和防性能降低。所以,必须控制合理的处理时间。

由于钢板的厚度不同,其氧化皮的厚度也不同,所采用抛丸时间则不同。氧化皮薄的工件处理时间短,氧化皮厚的以及锈蚀严重的工件则相应增加处理时间。
(3)日常管理。主要是调整抛丸的电流、时间(有变频器的调转速)之间的合理搭配。电流:日常靠丸粒的多少控制。
对于钢板较薄的工件在理论上应考虑增加变频器。纵梁抛丸线其日常管理以控制链速为主,一般控制在2.5m/min左右,当产量高时可提至3m/min。
上一篇:履带式抛丸机价格如何?
下一篇:抛丸机粉尘进入机器内部如何解决?
 如果你对我们的产品感兴趣,请留下您的正确信息,我们将24小时内给您回复。
如果你对我们的产品感兴趣,请留下您的正确信息,我们将24小时内给您回复。
免费技术咨询
微信号:138-5323-4095
(点击微信号复制,添加好友)